 0512-5032 9906
0512-5032 990613550215737
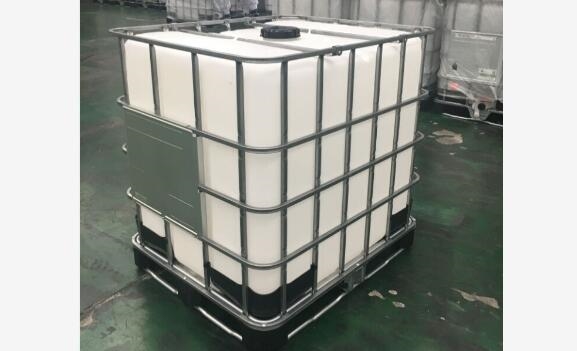
IBC吨桶在吹塑成型时需要注意哪些事项?
2021-02-02
我们知道对于一种产品的生产,除了需要掌握正确的操作方法之外,还要一些事项需要注意,对于今天我们所介绍的IBC吨桶也不例外,对此为了进一步促进用户对其了解,我们对其IBC吨桶吹塑成型时需要注意事项介绍如下:

1、成型管状坯的模具口间隙应在生产前调整均匀;加热升温控制要使口模温度略髙于熔料温度(约高5℃);
2、在对本产品生产前和生产中要注意移动模具滑动部位的润滑油加注,保持滑动部位清洁及良好的润滑;
3、在对产品吹塑成型制品时,取压缩空气的压力在0.2-0.7MPa范围内。厚壁制品取较小压力值,薄壁大型制品取较大压力值;
4、挤塑成型的管状坯熔料应表面光亮,无熔料结合痕(线),壁厚均匀;出现管状坯出料不均匀或壁厚误差大时,要适当调整口模与芯棒间隙。要求管状坯壁厚在轴向有规律变化时应采用程序控制系统控制,使芯棒上下移动,达到芯棒与口模间的间隙变化,实现型坯轴向壁厚调整;
5、控制冷却成型模具的循环水温度在10℃左右,以保证模具工作温度在20-50℃范围内。如果出现制品的夹坯口处壁厚尺寸较大或制品表面有斑纹时,说明模具温度偏低,应适当把模具温度提高些(如把冷却循环水的流量减小些,即能提高模具温度)。
有关对于IBC吨桶生产吹塑成型时所需要注意的一些问题,格拉芙暂时为大家介绍到这里,如果您对其讲述还有其他疑问,可与我们工作人员进行联系。


 在线客服
在线客服